
Pessoal, neste artigo, queremos dar uma visão mais ampla sobre a gestão de fluxo ligado ao trabalho do conhecimento. Vamos abordar algumas dimensões da gestão de fluxo que podem passar despercebidas no dia-a-dia e, por isto, nos levar a tomar decisões erradas.
Existem algumas dimensões para que uma gestão de fluxo seja de fato eficaz. Negligência-las é abrir mão de resultados financeiros significativos. Deixar de estar atento a estas visões é o mesmo que deixar o seu carro andar com você dentro, mas ninguém ao volante. É olhar para o Iceberg à sua frente e deixar o transatlântico bater de frente, sem tomar nenhuma atitude.
Numa gestão de fluxo do trabalho do conhecimento (desenvolvimento de software, criaçáo de peças de marketing, atividades jurídicas, criação de conteúdo educacional, palestras, entreterimento), o que importa não é termos escala (alta taxas de produtividade) das coisas que são entregues. O que importa é o fluxo. As suas interações. As coisas que trafegam no fluxo precisam fluir.
Por isto, precisamos estar atentos a estas oito importantes faces da gestão de fluxo.
1. Economia: use modelos quantificados
2. Filas: o inimigo invisível no desenvolvimento de produtos
3. Variabilidade: não é o inimigo. Não é ruim: pode lucrar com isso (análogo à volatilidade na Engenharia Financeira)
4. Tamanho do lote: reduzir o tamanho do lote é a maneira número 1 de reduzir filas
5. Restrições WIP: maneira 2 de reduzir filas
6. Cadência: oferece oportunidades adicionais de desempenho
7. Sequenciamento: ganhos adicion’ais disponíveis ao priorizar os trabalhos mais curtos e ponderados Primeiro nas filas (c.f. FIFO é suficiente na fabricação)
8. Feedback: ciclos rápidos de feedback permitem melhor desempenho econômico na presença de incertezas.
#1: Economia
Forneça aos desenvolvedores de produtos boas informações de suporte à decisão para tomar decisões. No desenvolvimento de produtos, todas as decisões difíceis envolvem múltiplas variáveis. Tomar decisões que afetam várias variáveis requer quantificação. Fazer essa quantificação, com um nível útil de precisão, é surpreendentemente fácil. Boas informações de suporte à decisão permitem decisões descentralizadas.
A visão econômica do desenvolvimento de produtos nos permite abordar as decisões de desenvolvimento de produtos como escolhas econômicas. Isso é bem diferente de procurar qualquer variável proxy popular no momento. Ao transformar todas as variáveis proxy na mesma unidade de medida, os lucros do ciclo de vida, podemos fazer trocas multivariáveis que estão no coração do desenvolvimento do produto. Utilizamos uma estrutura econômica para fazer essa transformação e expressamos nossos resultados como regras de decisão.
Mesmo regras de decisão imperfeitas melhoram a tomada de decisão. Essas regras de decisão são extremamente importantes porque nos permitem processar rapidamente as decisões econômicas pequenas e perecíveis que chegam de forma contínua e aleatória. Eles nos permitem obter os benefícios do controle descentralizado sem perder o alinhamento econômico. Eles nos permitem comunicar com a gerência na linguagem da economia.
De todas as nossas regras de decisão, a que mais transforma nosso pensamento é a que falta hoje na maioria das empresas, um custo quantificado de atraso. Com isso, podemos trazer o custo oculto das filas à luz da compreensão econômica. Podemos usar essa regra de decisão para quantificar o impacto econômico do produto de trabalho ocioso nas filas.
A implementação requer a construção de um modelo quantitativo: ao questionar Reinertsen, ele pode criar isso a partir do resultado implícito em um caso típico de negócios de projeto, e que é muito menos esquisito que o modelo ROI, mas ele não deu um exemplo ou receita .
#2: Filas
“Filas invisíveis e não gerenciadas são a causa raiz do fraco desempenho econômico no desenvolvimento de produtos” já nos disse Don Reinertsern. Para otimizar a gestão de filas, quando precisamos gerenciar o invisível, ´pense em criar artefatos físicos: por exemplo quadros Kanban em nível de serviço, de integração entre serviços ou mesmo numa visão de portfólio de serviços.
Filas vão impactar de forma severa os seguintes pontos numa gestão de fluxo:
• Aumentam o tempo do ciclo
• Criam uma qualidade inferior
• Aumentam a variabilidade
• Aumentam o risco
• Aumentam a sobrecarga das pessoas, criando problemas como “burn-out”
• Geram menor motivação das pessoas quanto ao trabalho a ser realizado
Assim como uma rodovia no horário de pico, rodar perto da capacidade vão aumentar as filas no sistema:
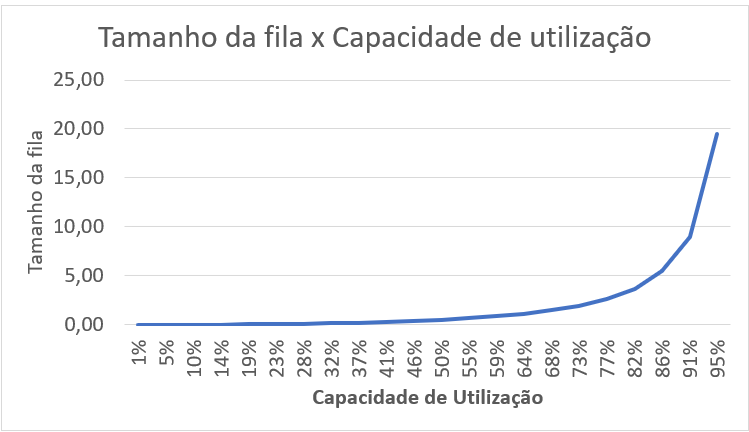
{kind=link}
Claramente, minimizar o excesso de capacidade aumenta os custos. Para minimizar o custo total, o custo do atraso precisa ser explicitamente conhecido:
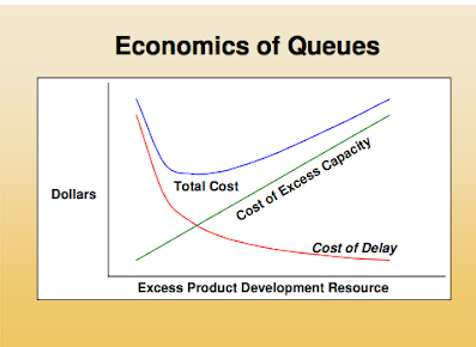
Fonte: REINERTSTEN, Donald G. The principles of product development flow: second generation lean product development. Celeritas, 2009.
Aliás, essas otimizações em forma de U surgem muito no desenvolvimento lean de produtos.
As filas são a fonte oculta da maioria dos resíduos de desenvolvimento. Elas estão ocultos em nossos sistemas financeiros. Por serem compostas de informações, não objetos físicos, são difíceis de identificar no local de trabalho. As filas aumentam o tempo do ciclo, as despesas, a variabilidade e o risco. Eles diminuem o feedback, reduzem a qualidade e diminuem a motivação. Reduzir filas é a chave para melhorar o desempenho do desenvolvimento de produtos.
As filas são causadas pela variabilidade e utilização de alta capacidade. O aumento da utilização da capacidade aumenta as filas exponencialmente. O aumento da variabilidade aumenta as filas linearmente. A maior parte do dano causado pelas filas ocorre quando eles estão nos estados de fila alta. Esses estados de fila alta podem ser muito persistentes. Eles devem ser corrigidos com respostas decisivas e rápidas.
Podemos afetar as filas pela estrutura de nossos sistemas de filas. Em particular, quando compartilhamos uma fila comum para vários servidores, podemos tirar proveito do pool de variabilidade.
O tamanho ideal da fila ocorre quando equilibramos o custo da capacidade com o custo do atraso. Como essa é uma otimização da curva em U, podemos capturar a maioria dos benefícios sem encontrar uma resposta perfeita. No entanto, devemos evitar altos pontos de custo nessa curva em U, como operar perto de 100% da utilização da capacidade.
A disciplina de enfileiramento fornece uma maneira de reduzir o custo de uma fila sem reduzir o tamanho da fila. Isso é feito através da manutenção de trabalhos com um alto custo de atraso antes de atendermos a trabalhos com um baixo custo de atraso
#3: Variabilidade não é tão ruim
As decisões econômicas devem ser tomadas usando as expectativas econômicas. Essas expectativas são o resultado de uma função de recompensa econômica transformada por uma função de probabilidade. No desenvolvimento de produtos, nossas funções de pagamento são frequentemente assimétricas. Isso cria condições em que a redução da variabilidade pode reduzir os ganhos econômicos. A variabilidade não é o inimigo; é uma ferramenta para criar valor econômico.
Também exploramos alguns métodos práticos para reduzir a variabilidade, como pool de variabilidade, criando covariância e explorando a reutilização. Examinamos o uso de buffers e apontamos como eles tendem a substituir certos atrasos por atrasos incertos. Isso ilustra por que é tão importante entender o custo da variabilidade quando você escolhe gastar dinheiro para reduzi-lo. Essa é a única maneira de determinar se a redução da variabilidade realmente vale o seu custo.
Ao pensar em variabilidade, é importante focar no custo da variabilidade, ao invés de apenas se preocupar com a quantidade de variabilidade. Existem muitas maneiras de reduzir esse custo sem alterar a quantidade de variabilidade
Também há vantagens. C.f. Modelagem financeira: volatilidade implica oportunidade (risco positivo), bem como desvantagem (risco negativo).
Isso é diferente da manufatura, onde a variabilidade é ruim.
#4: Reduzir o tamanho do lote
“Reduza pela metade os tamanhos dos lotes e você irá reduzir pela metade as filas e reduzirá o tempo do ciclo.”
Existe uma enorme oportunidade associada à redução do tamanho do lote.
Prós:
• Fácil e barato de implementar
• Fácil de reverter se houver problemas
Reconhecer o enorme valor econômico da redução do custo da transação vai acontecer por meio da gestão efetiva do fluxo de trabalho. Movendo-se em pequenas etapas na direção de lotes menores, você obterá mais benefícios do que o previsto.
O tamanho do lote é uma ferramenta extremamente útil para reduzir filas. Está bem comprovado na fabricação como um caminho para tempos de ciclo mais curtos. Ele tem uma promessa ainda maior para desenvolvedores de produtos por dois motivos. Primeiro, a redução do tamanho do lote acelera o feedback e reduz o risco. Esses efeitos são muito mais economicamente significativos no desenvolvimento de produtos do que na fabricação.
Segundo, o tamanho do lote é um conceito maduro na fabricação, onde é usado há quase um século. Por outro lado, hoje, os desenvolvedores de produtos nem reconhecem o tamanho do lote como um problema. Em vez disso, eles institucionalizaram grandes transferências de lotes em muitas áreas de seus processos. Isso torna uma área de grande oportunidade.
#5: reduzir o tempo do ciclo limitando o WIP
“Reduza o tempo do ciclo limitando o WIP”
Por meio da Fórmula da Lei Little temos: tempo médio do ciclo = WIP médio / taxa média de saída. É notoriamente uma relação de médias.
Os sistemas de controle visual (por exemplo, quadros Kanban) ajudam. Esses, com diagramas de fluxo cumulativos, mostram filas de maneira que os gráficos de Gantt não.
No nível do projeto, serializar projetos (em vez de executar muitos em paralelo) significa que:
• os primeiros projetos são concluídos mais rapidamente, agregando valor mais cedo
• projetos diferidos podem se beneficiar de: mais tempo para os requisitos amadurecerem; aprendizados de projetos concluídos anteriormente
Hoje, menos de 1% dos processos de desenvolvimento de produtos são gerenciados com restrições WIP. No entanto, uma vez que reconhecemos que o tamanho da fila determina o tempo do ciclo, podemos usar facilmente as restrições WIP para controlar o tempo do ciclo. Isso requer uma mudança básica de mentalidade, uma mudança de mentalidade muito difícil para as empresas que acreditam que um pipeline completo é uma coisa boa.
As restrições de WIP são poderosas porque são baratas, incrementais e reversíveis. Eles permitem uma melhoria gradual e implacável. Mesmo pequenas restrições WIP podem produzir benefícios significativos no tempo de ciclo. Eles impedem as filas de atingir níveis perigosamente caros de congestionamento.
Não descarte as restrições do WIP porque elas parecem ser reativas. Precisamos de abordagens proativas e reativas para obter fluxo. Considere o problema de manter o fluxo de tráfego. O dimensionamento correto das rodovias é importante porque isso reduz o congestionamento. Essa é uma escolha proativa a longo prazo que deve ser feita antes que ocorra o congestionamento da manhã.
No entanto, o dimensionamento correto das rodovias não é suficiente para manter o fluxo. Os carros quebram imprevisivelmente, o que reduz a capacidade e leva ao congestionamento. Não é econômico fornecer às rodovias tanta capacidade excedente que elas possam manter o fluxo, apesar de avarias imprevisíveis. É mais econômico eliminar falhas dentro de um certo período de tempo.
Usamos o planejamento de capacidade para lidar com a parte do problema que é previsível. No entanto, reconhecemos que alguns aspectos do problema não podem ser previstos. Precisamos reagir a eles.
#6 Cadência
“Uma cadência sincronizada oferece vantagens adicionais de desempenho.”
O uso de cadências, que é natural em qualquer processo, vai tornar os tempos máximos de espera previsíveis, irá reduzir os custos de coordenação e permitirã tamanhos menores de lote.
Sempre que possível, substitua processos assíncronos por processos síncronos, fazendo a sincroninazação por meio de cadências, muitas vezes inerentes aos próprios processos. Essa é uma ferramenta subutilizada que pode reduzir as filas sem alterar o tamanho do lote ou a utilização da capacidade.
As idéias de cadência e sincronização devem ser familiares às pessoas com conhecimento em manufatura enxuta. Por outro lado, as idéias sobre seqüenciamento vão consideravelmente além da disciplina FIFO padrão usada na fabricação. Emprestamos conceitos importantes do domínio do design do sistema operacional do computador, pois ele compartilha os problemas de durações não homogêneas de tarefas, custos não-homogêneos de atraso e imprevisibilidade.
Processos de desenvolvimento baseados em rede, com várias interligações e sincronizações, são uma realidade atualmente. Percebemos que eles se encaixam muito melhor às nossas necessidades do que os processos lineares, bastante difundidos nas empresas do tranbalho do conhecimento, que começaram a criar os seus processos tendo como referência os processos fabris, da indústria de bens e produtos, digamos, tangíveis. Diante disto, vemos a importância dos loops de feedback, outra ferramenta poderosa para criar fluxo. Sem um sistema de feedback que de fato funcione, dificilmente teremos fluidez sistêmica necessária para a gestão de fluxo.
#7: Sequenciamento flexível
“Seqüenciamento adequado oferece ganhos adicionais.”
C.f. Sala de emergência do hospital: agilize a pessoa que está sofrendo um ataque cardíaco!
No fluxo contínuo, priorizar de acordo com o menor trabalho ponderado primeiro (CD3 = Custo de atraso / tempo) pode resultar em ganhos de até 96%:
Uma dimensão do controle de fluxo é como sequenciamos o trabalho. Nos sistemas de manufatura, como o Sistema Toyota de Produção, o trabalho é processado obedecendo uma sequencia de fila ordenada, também conhecida como FIFO (First In, First Out) primeiro a entrar, primeiro a sair. Essa é uma abordagem perfeita quando os itens de trabalho têm durações de tarefas e custos de atraso semelhantes. Os processos de fabricação raramente exploram a disciplina de filas porque a disciplina de filas não gera retorno econômico quando as durações das tarefas e os custos de atraso são homogêneos.
No entanto, nossa situação é bem diferente no desenvolvimento de produtos. Os custos de atraso e a duração das tarefas variam entre os projetos. Existem várias estratégias para o trabalho de sequenciamento, à medida que flui através do processo de desenvolvimento. Estratégias que funcionam quando temos estimativas confiáveis de custo de atraso e duração da tarefa. E estratégias que funcionam quando a duração da tarefa é imprevisível. Em outro artigo vamos detalhar isto com mais profundidade.
Dois pontos merecem destaque aqui. Primeiro, as empresas geralmente criam algoritmos complexos de priorização que produzem prioridades precisas com base em dados de entrada muito imprecisos. Eu prefiro a abordagem simples. Selecionar entre duas opções quase equivalentes cria grande dificuldade e pouco retorno. Em vez disso, devemos tentar evitar os grandes e estúpidos erros. Isso não requer precisão. Elimine os estados indesájaveis de f(x), como diria Taleb. E com lotes menores, experimente rápido suas hipóteses, revalidando assim seu modelo de desenvolvimento de produtos.
Segundo, lembre-se de que o seqüenciamento é mais importante quando as filas são grandes. É quando os privilégios de linha de frente economizam mais tempo de ciclo. Ao operar com pequenas filas, minimizamos o retorno do seqüenciamento e, portanto, a necessidade de fazê-lo.
Um bom modelo mental para pensar em questões de seqüenciamento é uma sala de emergência do hospital. As salas de emergência do hospital realizam tarefas com durações não-homogêneas e custos não-homogêneos de atraso. Eles devem lidar com chegadas aleatórias. Seu fluxo de trabalho tem mais em comum com o desenvolvimento de produtos do que os repetitivos fluxos homogêneos encontrados em uma fábrica.
Por exemplo, considere o argumento exposto anteriormente, que a disciplina de filas oferece pouco retorno quando as filas são pequenas. Quando as salas de emergência são muito carregadas, elas praticam a triagem, a classificação do trabalho recebido em categorias prioritárias. No entanto, a triagem não é necessária quando as linhas de espera são muito curtas. Sob tais condições, todos os casos serão atendidos rapidamente, sendo necessária muito pouca prioridade.
#8 Feedback
“Loops de feedback rápidos permitem melhor desempenho econômico na presença de incertezas.”
“A taxa ideal de falha no desenvolvimento de produtos é frequentemente de 50% (500k ppm); na fabricação de bens duráveis, a taxa chega aos 6 sigma, 0,00034% (3,4 ppm).”
Exemplo: sala de espera do hospital
Dois pacientes entram com dores no peito. Azia ou ataque cardíaco? O que fazer?
1. Compre informações baratas: descubra se é um ataque cardíaco (diagnóstico / teste diferencial)
2. Estabilize o paciente e, em seguida, trate no lazer: isso reduz o custo do atraso. Dê ao cliente os recursos mais valiosos primeiro e depois reserve um tempo com aprimoramentos.
Nosso objetivo no gerenciamento do desenvolvimento de produtos é influenciar os resultados econômicos. Projetamos sistemas de controle para nos ajudar a atingir esse objetivo. Esses sistemas de controle devem lidar com vários objetivos e metas móveis.
Nossos sistemas de controle devem ir além de um simples foco na conformidade, porque nossos objetivos evoluirão com informações emergentes. O desenvolvimento de produtos nos apresenta oportunidades econômicas não planejadas, oportunidades que devemos explorar.
A rapidez com que acontece o feedback reduz as filas e acelera o aprendizado. Pequenos lotes aceleram o feedback. Podemos e devemos projetar sistemas de controle para lidar com pequenos lotes de informações. Para aprimorar o feedback, não diminua a importância do controle descentralizado e como poderíamos fazer isso com as regras de decisão.
Existe também o lado humano do feedback. O feedback lento mina a urgência no desenvolvimento de produtos e deixa os trabalhadores se sentindo vítimas de uma máquina monolítica. Quando aceleramos os ciclos de feedback, melhoramos a eficiência e geramos urgência. O feedback é várias ordens de magnitude mais importantes no desenvolvimento de produtos do que na manufatura. Loops de feedback apertados podem se tornar um foco organizacional explícito.
Uma grande variedade de métricas que suportam o desenvolvimento de produtos baseado em fluxo podem ser utilizadas. Essas métricas nos permitem conduzir muitas das principais alterações exigidas por essa abordagem. Elas são agrupadas em grandes tópicos, a saber: Filas, tamanho do lote, cadências, capacidade de utilização, feedback, flexibilidade e fluxo.
Enfatizamos aqui a importância de ciclos rápidos de feedback local. Esses loops funcionam melhor quando descentralizamos o controle.
Conclusão
Com isto pessoal, esperamos que vocês possam ter uma outra visão sobre a gestão de fluxo ligado ao trabalho do conhecimento. Apresentamos aqui um breve resumo do que o grande Don Reinertsen detalha e aprofunda com bastante propriedade em seus livros.
Referências:
REINERTSEN, Donald G. The principles of product development flow: second generation lean product development. Celeritas, 2009.
Don Reinertsen, The Big Ideas Behind Lean Product Development, The Lean Startup Conference 2013 – YouTube: https://www.youtube.com/watch?v=oyEtKpqqx_s
Don Reinertsen – Second Generation Lean Product Development Flow – YouTube – https://www.youtube.com/watch?v=L6v6W7jkwok